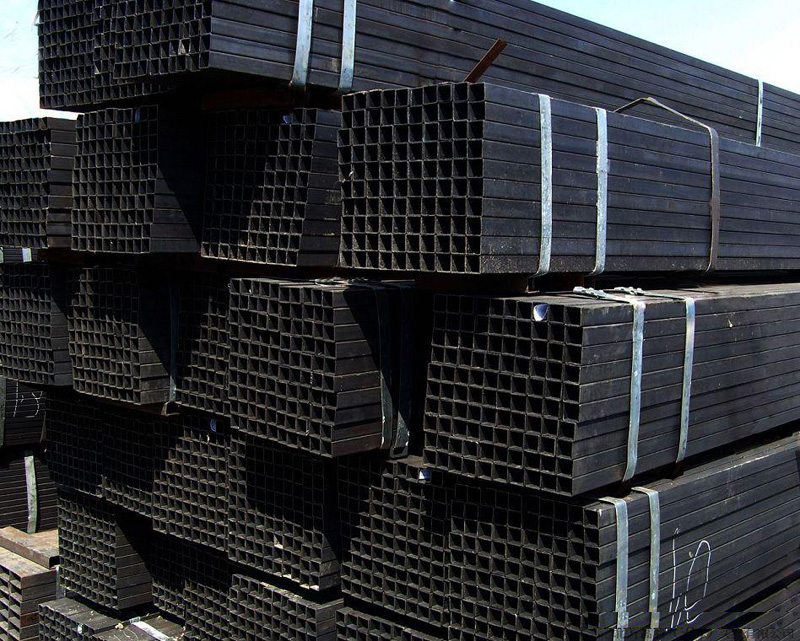
方管焊缝焊接要求规范标准
方管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的方形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
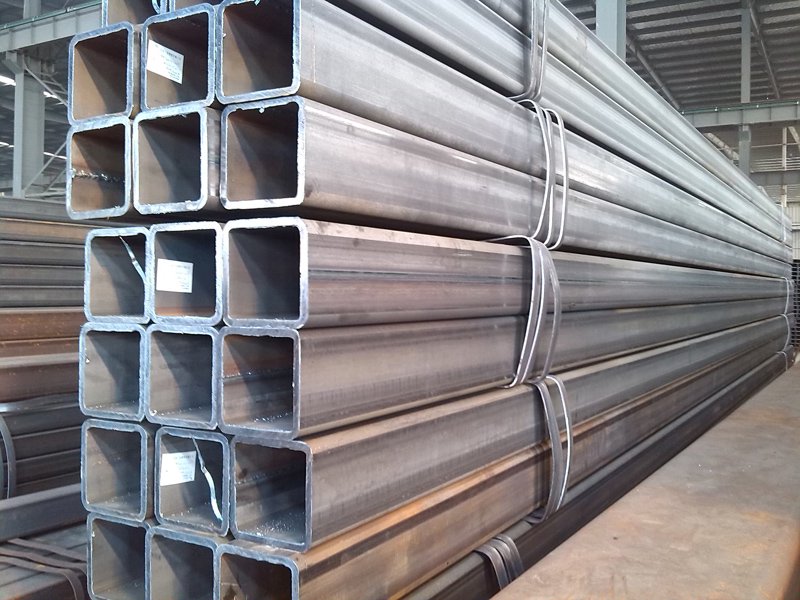
1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。
2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
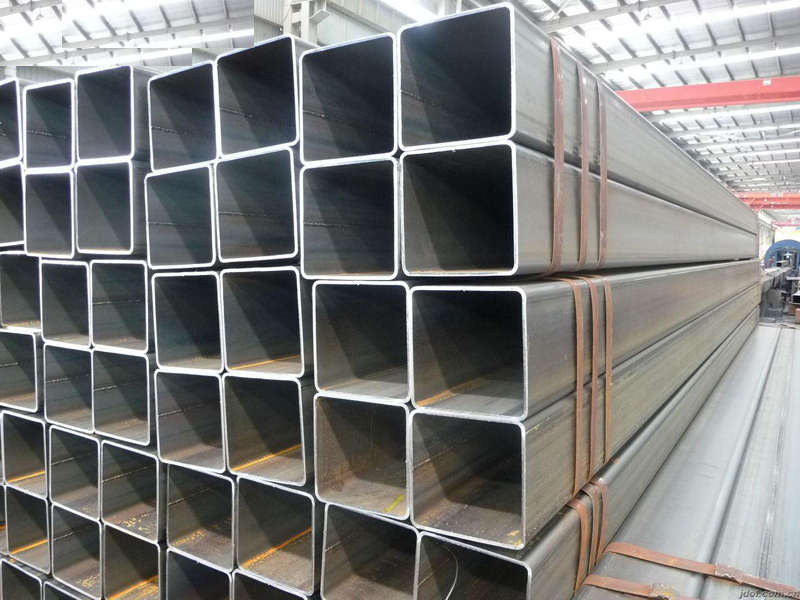
将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,最终形成牢固的焊缝。方管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。方管焊缝焊接要求规范标准 无锡鑫盛源钢管有限公司专业生产:方管,矩形管,焊管等一系列高频焊管产品,方管规格:40~200之间任意变形,矩形管规格:50~200之间任意变形,圆管规格:50~200之间任意变形.方管按生产标准分:国标方管,日标方管,英制方管,美标方管,欧标方管,非标方管等.方管价格,矩形管价格,焊管价格.方管行情,矩形管行情,焊管行情.行业资讯
版权所有@转载请注明:http://www.wxxsygg.com/quotation.asp?id=943
相关阅读:雨季到来,方管市场将进入需求淡季
| 镀锌方管行业调整与变化 | 13日无锡市场方矩管价格行情
|