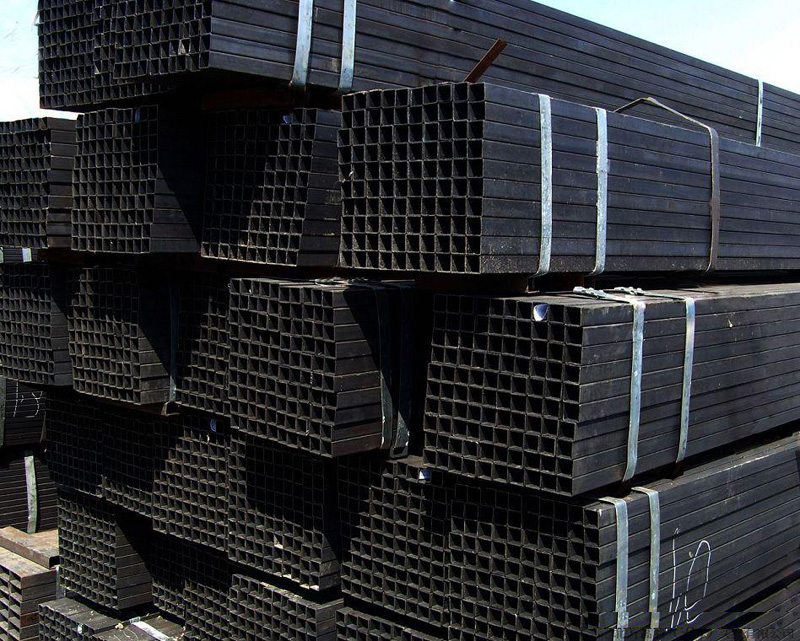
埋弧焊螺旋方管是以连续焊丝作为电极和填充金属,工作时在焊接区的上面覆盖一层颗粒状焊剂,电弧在焊剂层下燃烧,将焊丝端部和局部母材熔化,形成焊缝在电弧热的作用下,上部分焊剂熔化熔渣并与液态金属发生冶金反应。熔渣浮在金属熔池的表面,一方面可以保 护焊缝金属,防止空气的污染,并与熔化金属产生物理化学反应,改善焊缝金属的万分及性能;另一方面还可以 使焊缝金属缓慢泠却。 埋弧焊可以采用较大的焊接电流,最大的优点是焊缝质量好,焊接速度高。因此,它特别适于焊接大口径的螺旋方管。而且多数采用自动化焊接,目前已广泛用于碳钢、低合金结构钢和不锈钢的焊接。 Submerged arc welding (SAW) for spiral square pipe is a continuous welding wire as the electrode and filler metal. When working, the welding area is covered with a layer of granular flux. The arc burns under the flux layer. The end of the welding wire and the local base metal are melted to form a weld under the action of arc heat. The upper part of the flux melts the slag and reacts with the liquid metal. Slag floating on the surface of metal molten pool can protect weld metal, prevent air pollution, and react with melted metal physicochemically to improve the versatility and properties of weld metal. On the other hand, it can slow down the cooling of weld metal. Submerged arc welding can use a larger welding current, the greatest advantage is that the quality of the weld is good and the welding speed is high. Therefore, it is especially suitable for welding large diameter spiral square tubes. And most of them use automatic welding, which has been widely used in the welding of carbon steel, low alloy structural steel and stainless steel.
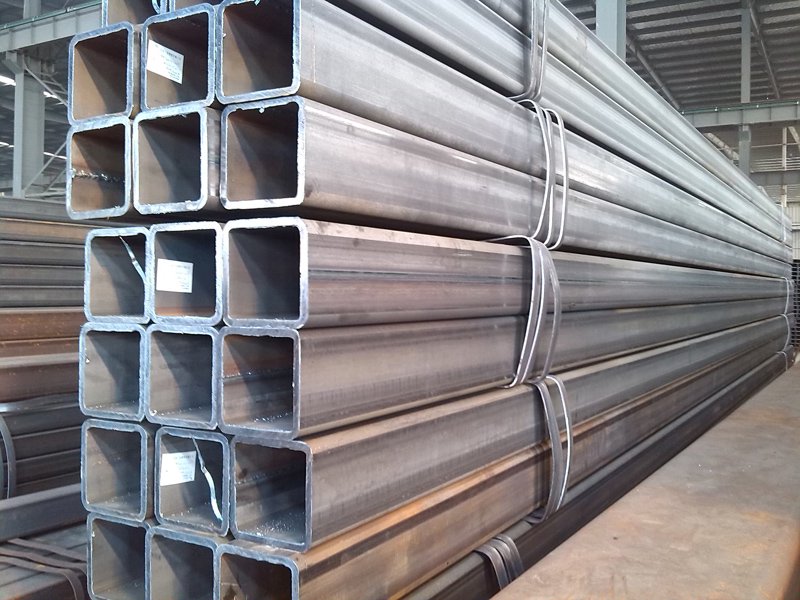
高频焊同频焊是它是一种固相电阻焊方法,高频焊根据高频电流在工件中产生热的方式可分为接触高频焊和感应高频焊。接触高频焊时,高频电流通过与工 件机械接触而传入工件。感应高频焊时,高频电流通过工件外部感应圈的耦合作用而在工件内产生感应电流。 高频焊是专业化较强的焊接方法,要根据产品配备专用设备。生产率高,焊接速度可达30m/min。以固体电阻热为能源,焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化或接近 的塑性状态,随即施加(或不施加)顶锻力而实现金属的结合。
High frequency welding is a solid phase resistance welding method. High frequency welding can be divided into contact high frequency welding and induction high frequency welding according to the way that high frequency current generates heat in the workpiece. When contacting high frequency welding, high frequency current is transmitted to the workpiece through mechanical contact with the workpiece. In induction high frequency welding, the high frequency current generates the induction current in the workpiece through the coupling effect of the induction coil outside the workpiece. High frequency welding is a highly specialized welding method, which should be equipped with special equipment according to the products. High productivity, welding speed up to 30 m/min. With solid resistance heat as energy source, the surface layer of workpiece welding zone is heated to a melting or near plastic state by using resistance heat generated by high frequency current in the workpiece during welding, and then the forging force is applied (or not applied) and the real metal is combined. 标签:
版权所有@转载请注明:http://www.wxxsygg.com/Knowledge.asp?id=2171
相关阅读:厂家预计明日国内焊管实质交投暗降靠低
| 1月28日无锡市场焊管价格行情预期仍偏悲观 | 节前国内钢价小幅上涨 铁矿石市场稳中有升
|